酒精生产主要以玉米、木薯、甘薯等为原料。生产过程初馏塔排出的酒精废水含有蛋白质、粗脂肪等可作为饲料的有用成份。酒精废水是一种高浓度的有机废水,具有极高的污染负荷。水中ρ(COD)为4x104-5x104mg/L。ρ(BOD5)为3×104-4×104mg/L,ρ(SS)为1.3×104-4x104mg/L,pH值3.5-4.5。这些污染物质若不控制,肆意排入水体会消耗水中大量的溶解氧,破坏氧的平衡,导致水质恶化,对环境带来严重的污染。
酒精厂污水如何处理,首先应该了解其特点:
1、悬浮物含量高,平均悬浮物含量高达40000mg/L;
2、温度高,平均水温达70℃,蒸馏釜底排出的废水温度高达100℃;
3、浓度高,废水的COD高达2-3万,包括悬浮固体、溶解性COD和胶体,有机物占93%-94%,无机物占6%-7%,有机物的成分是碳水化合物,其次是含氮化合物,生物菌和未分解出去的产品:如丁醇、乙醇等,此外还有500mg/L的有机酸;
4、废水含有约500mg/L左右的有机酸,废水呈酸性,运行初期可考虑加碱或污泥的回流以平衡废水的酸碱度,运行稳定后系统具备足够的缓冲能力,则不需要加碱或回流;
5、无机物主要是来自原料中的灰尘和杂质。
关于酒精厂污水如何处理的问题,我们详细介绍一种处理工艺:
需处理的排水主要为车间所排的废液及设备、管道等洗涤水、地面冲洗水。排水中主要含有淀粉、蛋白质、酵母菌残体、酒花残渣、少量酒精及洗涤用碱,属无毒有机废水。废水中主要污染指标为CODcr、BOD5、SS等,废水的BOD5/CODcr≈1.65,可生化性较好,易采用生化处理为主的工艺。
根据酒精厂提供要求,该公司污水处理设计规模为20m3/d。因此确定本废水处理工程设计日处理能力为20m3/d,按每天8小时运行,小时处理能力为2.5m3/h。具体参见http:更多相关技术文档。
设计进水水质
根据甲方提供的数据,确定酒精厂设计进水水质指标如下:
CODcr:~2345mg/L
BOD5:~3874mg/L
SS:~38mg/L
PH:~8.74
排放标准
经处理后,出水水质指标需达到GB8978-1996《污水综合排放标准》一级标准,具体指标为:
CODcr≤100 mg/L
BOD5≤20 mg/L
SS≤70 mg/L
NH3-N≤15mg/L
PH=6~9
总磷:≤0.5 mg/L
废水处理工艺的选择与废水性质及进、出水水质要求密切相关。酒厂所排废水系由粮食为原料发酵形成的有机废水,废水中主要含有蛋白质和糖类等有机物,可生化性良好,故该类废水采用生化法处理工艺是恰当的。
由于经厌氧消化后的废水CODcr仍超过排放标准,故常在厌氧处理后串接好氧生化工艺,好氧处理工艺是废水生化处理中最常用的处理方法。此次设计拟推荐采用A-B氧化工艺,该工艺具有占地面积少、运行、管理、维护简单的特点且出水水质稳定。
推荐的废水处理工艺流程见图1
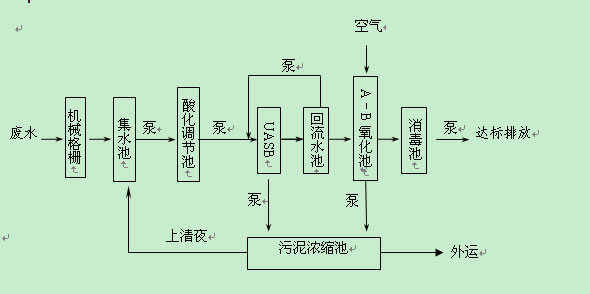
图1 废水处理工艺流程框图
流程说明:来自厂区的生产废水及生活污水经管道收集流经格栅去除颗粒杂物后,排入集水调节池,然后由废水提升泵送至废水予酸化池,池中设潜水搅拌机进行搅拌,在池内经予酸化过程后,其水质保持相对的稳,20m3/d的酸化调节池出水由泵提升至UASB反应器进行厌氧消化,维持反应器中水温在240C以上,PH在6~8.5左右,采用池底均匀布水方式使物料与厌氧颗粒污泥得以充分接触,经三相分离器分离后的厌氧消化液进入回流水池后,部分与未经UASB处理的予酸化出水混合后回流至UASB,部分排入A-B反应池进行好氧生化处理,上清液排入消毒池,进行氯片消毒,达标外排。UASB剩余污泥排到污泥贮池贮存,上清液回流至集水池。A-B池产生的剩余污泥定期排到污泥浓缩池,浓缩后污泥外运。

